客户服务热线(AM:8:00-PM:18:00)
德弗斯D900变频器在浆纱机中的应用发布日期:(2018-8-3) 点击次数:3477 |
|
|
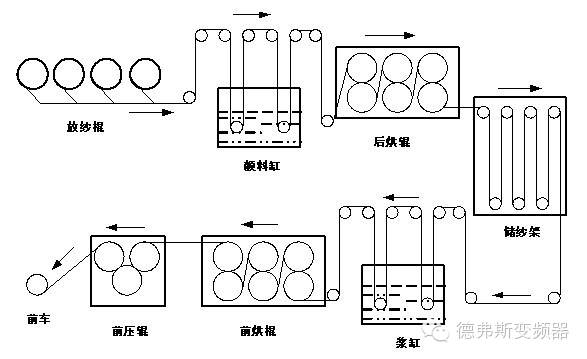
前言: 在纺织行业中,对棉纱高温染色与上浆的加工程序应用非常普遍,生活中我们所穿的牛仔面料的纱线均通过上述加工过程实现。该种加工设备通常被称为浆纱机,示意图如下:
说明: 浆纱机一般由三个传动点提供动力源,分别为前车卷取、前车压辊、后车烘辊组成,均由变频器驱动,前车卷取采用中心卷取的无张力反馈转矩控制方式(D9000+PG+张力卡),必须保证在运行与停车中切线张力始终恒定。 现将我们在江苏常州某染整厂进行使用(针对后车、前车压辊及前车卷绕)的情况及参数的设置呈献给大家参考(只针对卷取控制部分),因前车压辊及后车烘辊应用控制较为简单,在此不做说明。 参数设置: 注意,在使用矢量控制前,先进行电机参数自学习。 P0.00=1,有PG矢量控制; P0.01=1,端子指令通道; P3.10=600,编码器线数值; PF.00=1,无张力反馈转矩控制; PF.02=2,频率上限由AI2(电流输入,0~20MA)设定; P5.20~ P5.24,设置合适的参数,注意,0MA对应0V,20MA对应5V;设定的百分数以实际情况为准; PF.04=3000,最大张力; PF.05=1,张力由AI1来进行设定; PF.07,零速张力偏置,依据实际情况设置,通常设置为5%~10%; PF.08,零速阀值,依据实际情况设置,通常设置为1%以下; PF.10,张力锥度,依据实际情况设置,通常设置为5%~8%; PF.11=10.2,机械传动比,依据实际情况设置; PF.12=1M,最大转径; PF.14=0.11M,卷轴直径; PF.18=0,为线速度直径计算法; PF.19=2S,依据实际情况设置卷径计算滤波时间; PF.22=41M,最大线速度,依据实际情况设置; PF.23=2,线速度输入源由AI2输入; PF.24,依据实际情况设置; PF.33,系统惯量补偿系数,一般为8%~20%,依据实际情况设置; 调试技巧: 1、 参数自学习 2、 有PG矢量控制的成功运行,包括低速(2HZ以下)、中速(20HZ)、高速(50HZ) 3、 检测编码器屏蔽线是否接到PG卡的COM1地; 4、 检测前车变频器输出的0~20MA电流信号是否呈线形分布,可以观测AI2的电压值,即表现为0~5V的电压线形分布(该信号的线形分布很重要),最后查看PF.25实际线速度的变化情况; 5、 运行中,观察PF.21系统计算的转径是否正常,一般情况下,只要线速度信号没有问题,转径计算的结果是很精确的; 6、 设置合适的张力,调节张力电位器的电压值; 7、 设置合适的系统惯量补偿系数,保证机器在升速与降速时,卷绕切线方向的张力基本不变; 8、 设置合适的零速张力偏置,保证在前车停车整线时,前车卷绕的拉紧张力有效,不引起卷绕车后倒,引起纱线松弛,同时,又能有效消除静摩擦产生的负作用; 9、 由AI2来设置运行频率上限,可有效帮助卷绕停车与启动,同时还可以有效抑制因断纱引起的飞车; 上面的说明,仅参考!其他参数的设置还以现场的实际情况为准。 |
|
| 上一篇:暂无信息 | 下一篇:德弗斯D910系列变频器在化纤分丝机上的应用 |